
Guide to AI Applications and Benefits in Modern Manufacturing
How AI in Manufacturing is Transforming the Industry
Over the last decade, artificial intelligence (AI) has shifted from being a futuristic concept to becoming the backbone of modern manufacturing.In 2026, AI in manufacturing is no longer optional—it is a necessity for businesses that want to compete in fast-changing global markets.
Manufacturers across industries are using AI to streamline operations, reduce costs, and maintain a competitive edge. Whether it’s predictive maintenance, automated quality checks, or real-time supply chain forecasting, AI-powered systems are enabling a level of efficiency and agility that was once impossible.
Why AI matters now more than ever:
- Rising complexity: Modern supply chains span multiple geographies, making disruptions inevitable.
- Labor challenges: Shortages in skilled labor and increasing workforce costs demand automation and augmentation.
- Cost pressures: Manufacturers face pressure to deliver higher-quality products at lower costs.
- Sustainability goals: AI helps reduce waste, energy usage, and environmental impact.
Platforms like ConverSight, an AI-powered decision intelligence solution, empower manufacturers to move beyond spreadsheets and disconnected dashboards. With natural language queries and advanced analytics, ConverSight turns operational data into actionable insights that support smarter, faster decisions.
Discover how ConverSight empowers manufacturers → Learn More
Intelligent Manufacturing and the Shift to Real-Time Decisions
While automation has existed in manufacturing for decades, intelligent manufacturing represents a new evolution. It goes beyond automating repetitive tasks by embedding AI and advanced analytics into every stage of production. This means that decisions are no longer based only on static rules—they are data-driven, contextual, and real time.
Examples of intelligent manufacturing in practice:
- Real-time demand forecasting: AI systems analyze sales, weather, and market signals to predict demand shifts before they happen.
- Automated process adjustments: Sensors and AI models adjust machine parameters on the fly to reduce waste and ensure consistent quality.
- AI-enabled supply chain visibility: By tracking materials, shipments, and supplier performance, AI helps companies anticipate and address bottlenecks before they escalate.
The shift from reactive to proactive operations is what sets intelligent manufacturing apart. Instead of waiting for problems to arise, companies are using AI to predict, prevent, and optimize—leading to reduced downtime, higher quality, and better customer satisfaction.
The Evolution of Manufacturing Analytics
Analytics has always been part of manufacturing, but AI has transformed it into a strategic asset. The evolution of manufacturing analytics highlights just how far the industry has come:
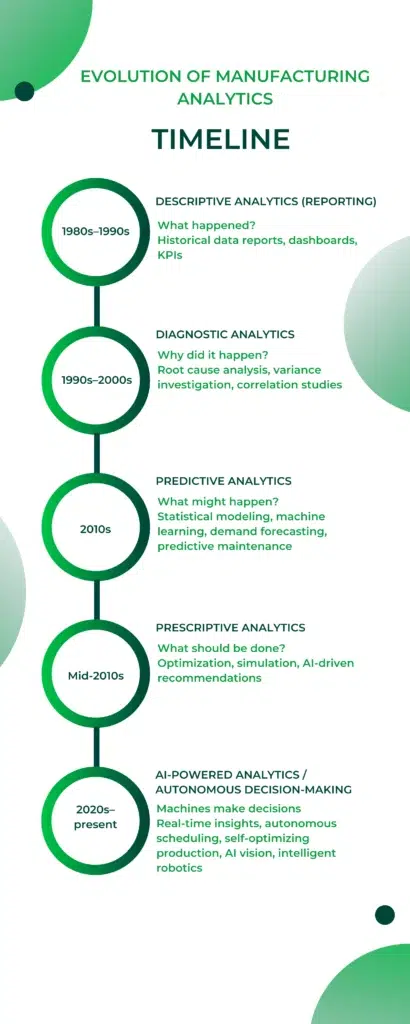
- Descriptive Analytics – Focuses on understanding “what happened” by analyzing historical data and generating reports or dashboards. It helps organizations review past performance, identify trends, and measure key business metrics, serving as the foundation for more advanced analytics.
- Diagnostic Analytics – Aims to explain “why it happened” by exploring relationships and uncovering the root causes behind outcomes or anomalies. Using methods such as drill-down analysis, data correlation, and root cause exploration, diagnostic analytics helps decision-makers understand the drivers behind performance shifts or irregularities.
- Predictive Analytics – Concentrates on forecasting “what might happen” through the use of statistical algorithms, machine learning, and data modeling. By identifying historical patterns and relationships, predictive analytics enables organizations to anticipate future trends, opportunities, and risks — supporting proactive planning.
- Prescriptive Analytics – Focuses on determining “what should be done” by combining predictive insights with optimization and simulation techniques. It provides data-driven recommendations, guiding businesses toward the best possible actions or strategies to achieve their goals efficiently.
- AI-Powered Analytics – Represents the most advanced stage of analytics, enabling autonomous decision-making where machines not only analyze and interpret data but also act on insights with minimal human involvement. Leveraging artificial intelligence, these systems continuously learn from new data, adapt to changing conditions, and drive smarter, faster business decisions.
Generative AI in Manufacturing for Design and Innovation
One of the most exciting frontiers in 2026 is Generative AI in manufacturing. Unlike traditional AI models that analyze data to make predictions, generative AI creates new content, designs, or solutions based on learned patterns.
Applications in manufacturing include:
- Product design and prototyping: Engineers can generate multiple design variations, optimize materials, and test structural integrity virtually before building physical prototypes.
- Digital twins and process simulations: Generative AI builds realistic simulations of production environments, allowing manufacturers to test and refine processes without disrupting operations.
- Predictive maintenance scenarios: By simulating machine failure models, generative AI predicts which components are most at risk and suggests preventive measures.
- Demand and supply forecasting: Generative models analyze historical data, market conditions, and customer behavior to forecast demand with greater accuracy.
Generative AI reduces R&D costs, accelerates innovation cycles, and helps manufacturers deliver personalized products at scale. For industries like automotive and semiconductors, this means getting cutting-edge products to market faster than ever.
Agentic AI and AI Agents in Manufacturing
Another groundbreaking development is Agentic AI in manufacturing. Unlike traditional systems that rely on human direction, Agentic AI empowers AI agents to make autonomous, context-aware decisions.
Practical roles of AI agents in manufacturing include:
• Real-Time Quality Inspection: AI agents continuously monitor production lines to detect defects and irregularities as they occur. By identifying issues early, manufacturers can reduce material waste, prevent defective products from reaching customers, and avoid costly product recalls. This ensures higher product quality and improves customer satisfaction while lowering operational costs.
• Inventory Monitoring and Auto-Replenishment: Intelligent AI agents track inventory levels in real time across warehouses, production units, and distribution centers. When stock levels approach a predefined threshold, the system automatically triggers purchase orders or replenishment requests, preventing shortages and minimizing manual oversight. This automation helps maintain optimal inventory levels and ensures seamless production flow.
• Machine Scheduling Adjustments: AI agents dynamically adjust production schedules in response to fluctuations in demand, machine downtime, or supply chain disruptions. By continuously analyzing production data and operational constraints, these agents optimize machine utilization, minimize idle time, and enhance overall manufacturing efficiency. This leads to more agile operations and faster response times to changing market or production conditions.
Agentic AI is more than automation—it’s intelligent decision-making for supply chains. Watch the webinar to see how AI agents can streamline operations and improve efficiency.
Real-World AI in Manufacturing: Examples Across Industries
Artificial Intelligence (AI) is revolutionizing the manufacturing landscape, delivering measurable impact across diverse industries by enhancing productivity, efficiency, and decision-making. In general manufacturing, AI is being used to predict equipment failures through predictive maintenance, allowing manufacturers to address issues before costly breakdowns occur. Advanced vision systems powered by AI are transforming quality assurance by detecting even microscopic defects, ensuring superior product standards and minimizing waste. AI-driven demand forecasting aligns production schedules with real-time market needs, while intelligent inventory and supply chain optimization ensure that raw materials and finished goods flow seamlessly through the production cycle. Beyond automation, AI also empowers the workforce with data-driven insights and real-time recommendations, improving safety, efficiency, and operational outcomes.
AI in Food Manufacturing
In the food manufacturing sector, AI enables real-time monitoring of freshness and food safety by analyzing environmental conditions such as temperature and humidity to prevent spoilage. It optimizes recipes and ingredient combinations for cost-effectiveness and consistency, ensuring every product meets quality standards. Predictive demand forecasting minimizes waste and overproduction, while AI-driven sustainability initiatives reduce energy and water consumption, helping manufacturers meet environmental goals.
AI in Semiconductor Manufacturing
In semiconductor manufacturing, where precision and quality are critical, AI is making a remarkable difference. AI-powered vision systems detect microscopic wafer defects that humans cannot see, dramatically improving production yields. Predictive process control uses continuous data monitoring to maintain ultra-tight tolerances during production, while automated inspection systems powered by AI sustain accuracy at high speeds, ensuring consistent output in high-volume environments.
AI in Automotive Manufacturing
The automotive industry has also embraced AI to power smarter factories and enhance production efficiency. AI-assisted robotics now handle complex assembly, welding, and painting tasks with unmatched precision, adapting to component variations in real time. Predictive maintenance systems monitor machinery to prevent production interruptions, while AI-powered just-in-time supply chain management ensures that parts arrive precisely when needed, reducing inventory costs and optimizing delivery times.
AI in Distribution and Logistics
AI is also transforming distribution and logistics, ensuring that products reach customers efficiently and cost-effectively. The Optimization of warehouse operations, including automated sorting, picking, and packing are done by AI systems. Predictive analytics help forecast shipping demand, reduce transit delays, and optimize routing for delivery vehicles. Real-time tracking and intelligent inventory allocation ensure that products are delivered on time while minimizing storage costs and transportation inefficiencies.
AI Use Cases in Manufacturing
Beyond industry-specific applications, several AI use cases are becoming universal standards in modern manufacturing, driving operational efficiency, cost savings, and smarter decision-making across sectors.
- Predictive Maintenance: AI continuously monitors equipment health using sensor data, vibration analysis, and performance metrics. By detecting early signs of wear or failure, manufacturers can schedule maintenance proactively, extend equipment lifespan, reduce unplanned downtime, and avoid costly production interruptions.
- Supply Chain Forecasting: AI models analyze historical data, market trends, and external factors to anticipate potential disruptions in supply and demand. This enables manufacturers to maintain flexibility, optimize inventory levels, and respond quickly to changing conditions, ensuring smooth operations and improved customer satisfaction.
- Energy Management: AI-driven energy optimization monitors consumption patterns across machines, production lines, and facilities. By identifying inefficiencies and recommending adjustments, manufacturers can reduce energy costs, improve sustainability, and minimize their environmental footprint.
- Workforce Optimization: AI tools enhance human decision-making by providing actionable insights for scheduling, task assignment, and safety monitoring. Predictive ergonomics, smart alerts, and workflow optimization improve productivity while reducing fatigue and workplace injuries.
- Process Optimization: AI analyzes production processes in real time to reduce variability, identify bottlenecks, and improve throughput. By continuously adjusting parameters based on data-driven insights, manufacturers achieve higher quality output, faster cycle times, and more consistent performance.
Benefits of AI in Manufacturing
The benefits of AI in manufacturing are extensive, impacting every stage of the value chain and transforming the way factories operate, make decisions, and deliver products.
- Reduced Downtime: Predictive maintenance powered by AI continuously monitors equipment performance, detecting anomalies and potential failures before they result in costly stoppages. This proactive approach minimizes unplanned downtime, extends the life of machinery, and keeps production lines running smoothly.
- Lower Operational Costs: Intelligent automation and AI-driven process optimization reduce material waste, energy consumption, and manual inefficiencies. By streamlining operations and improving resource allocation, manufacturers can significantly cut operational costs while increasing overall productivity.
- Higher Quality Production: AI-powered vision systems and inspection tools identify defects and inconsistencies at every stage of production. Early detection of errors ensures that only high-quality products reach the market, reducing rework, returns, and customer complaints.
- Faster Decisions: With AI analyzing data in real time, manufacturers gain immediate insights into production, supply chain, and market trends. These actionable recommendations enable faster, more informed decision-making, allowing companies to respond proactively to challenges and opportunities.
- Greater Agility: AI helps manufacturers quickly adapt to changing market conditions, shifts in customer demand, or supply chain disruptions. From dynamic production scheduling to inventory adjustments, AI enables a level of operational flexibility that supports faster time-to-market and higher customer satisfaction.
- Sustainability Improvements: AI optimizes energy usage, material consumption, and waste management, contributing to greener operations. By supporting environmental, social, and governance (ESG) goals, AI enables manufacturers to operate more sustainably while maintaining profitability and regulatory compliance.

ConverSight’s Role in Manufacturing Transformation
While AI technologies offer immense potential, many manufacturers face challenges in breaking down data silos, connecting disparate systems, and turning insights into actionable decisions. This is where ConverSight plays a transformative role. By seamlessly integrating with ERP, CRM, MES, and supply chain systems, ConverSight consolidates data into a single source of truth, providing manufacturers with a unified, real-time view of their operations.
Unlike traditional analytics platforms that require specialized technical expertise, ConverSight’s intuitive interface empowers business users—not just data scientists—to leverage AI effectively. Users can interact with data, explore trends, and take immediate action, enabling faster, smarter, and more informed decision-making across the enterprise.
Key Features Include:
- Natural Language Queries: Ask questions in plain English and instantly receive actionable insights. No complex SQL or coding knowledge is required, making data exploration accessible to every team member.
- AI-Driven Insights: Personalized recommendations tailored to specific roles, functions, and operational contexts help users prioritize actions and make decisions with confidence.
- Collaboration Features: Shared dashboards, real-time annotations, and team-level insights ensure alignment across departments, improving coordination and accelerating problem-solving.
- Integration & Scalability: Easily connects to multiple enterprise systems, enabling a cohesive view of production, inventory, sales, and supply chain metrics while scaling as operations grow.
- Actionable Alerts: AI continuously monitors key metrics and alerts users to deviations, risks, or opportunities, ensuring proactive management of operations.
ConverSight bridges the gap between raw data and operational excellence, helping manufacturers transform analytics into tangible business outcomes. From improving production efficiency and reducing downtime to enhancing supply chain visibility and optimizing decision-making, ConverSight turns complex data into a strategic advantage.
See why manufacturers trust ConverSight → [Case Study]

Conclusion: Harnessing AI in Manufacturing
AI is transforming manufacturing, enabling companies to work smarter, faster, and more efficiently. By leveraging data across production, supply chain, and operations, manufacturers can anticipate challenges, optimize processes, and make informed decisions in real time.
From predictive maintenance and quality monitoring to intelligent inventory management and autonomous decision-making, AI delivers measurable benefits: reduced downtime, lower costs, higher quality, and greater agility. Platforms that unify data and provide actionable insights make it easier for businesses to turn information into action.
Embracing AI is no longer optional—it is a key driver of operational excellence, innovation, and sustainable growth in today’s competitive manufacturing landscape.
Unlock the full potential of AI in manufacturing with ConverSight → [Request a Free Demo]





")
